
![[→]](/public/static/modules/cms/images/xiangxiaimg.svg)



















![[→]](/public/static/modules/cms/images/jiantouicim1.svg)





![[HOME]](/public/static/modules/cms/images/homeicon1.svg)
![[←]](/public/static/modules/cms/images/pageqiehimg1.svg)
![[→]](/public/static/modules/cms/images/pageqiehimg2.svg)



Gutab 的使命是将坚固耐用的智能设备带到人们的工作中,帮助他们提升效率和便利性。

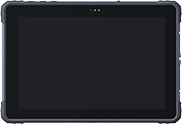
在全球化供应链竞争日益激烈的背景下,仓储管理作为物流体系的核心环节,其效率与精准度直接影响企业的运营成本、订单履约能力及客户满意度。传统仓储管理依赖人工记录、纸质单据和固定终端设备,存在信息滞后、数据错误率高、操作灵活性不足等问题。工业平板(Industrial Tablet)作为专为恶劣工业环境设计的移动计算设备,凭借其高可靠性、强适应性和多功能性,正在重塑仓储管理的运作模式。本文将从效率提升、数据精准化、流程优化、成本节约及智能化转型五个维度,系统阐述工业平板在仓储管理中的核心作用与价值。
一、效率提升:从“人找货”到“货找人”的变革
仓储效率的核心在于“快速定位”与“精准操作”。传统仓储场景中,工作人员需携带纸质单据或固定终端设备,在货架间往返查询货物位置,耗时且易出错。工业平板通过集成条码扫描、RFID读写、摄像头识别等功能,结合无线通信技术(如Wi-Fi 6、5G),实现了“移动化作业”与“实时数据交互”的双重突破。
移动化作业:工业平板的轻便设计与坚固结构(如IP65防护等级、抗跌落能力)支持工作人员在仓储环境中自由移动,无需返回固定工位操作。例如,通过扫描货物条码或RFID标签,平板可即时显示货物存储位置、批次信息及库存数量,指导工作人员快速完成拣货、补货或盘点任务,减少无效行走时间。
实时数据交互:工业平板与仓储管理系统(WMS)的无缝对接,确保作业指令(如拣货单、移库单)实时推送至终端,同时将操作结果(如拣货数量、异常情况)即时反馈至系统,避免信息延迟导致的作业停滞。这种“端到端”的实时性,使仓储作业从“串行模式”转变为“并行模式”,整体效率提升30%以上。
二、数据精准化:从“人工录入”到“自动采集”的升级
数据是仓储管理的决策基础,其准确性直接影响库存周转率、订单履约率等关键指标。传统仓储依赖人工录入数据,易因疲劳、疏忽或字迹模糊导致错误,进而引发库存积压、缺货或发货错误等问题。工业平板通过自动化数据采集技术,从源头消除人为干预,实现“所见即所得”的数据精准化。
条码/RFID自动识别:工业平板内置高精度扫描引擎或RFID读写模块,可快速读取货物标签信息,自动填充至系统字段,避免手动输入错误。同时,支持批量扫描功能,可在短时间内完成大量货物的入库、出库或盘点操作,数据准确率接近100%。
图像识别辅助:部分工业平板配备高清摄像头与AI图像识别算法,可对货物外观、包装完整性进行自动检测,识别破损、错配等异常情况,并触发预警机制。这种“视觉校验”功能进一步提升了数据采集的全面性与可靠性。
电子签名与权限管理:工业平板支持触控笔签名或指纹识别功能,确保关键操作(如货物交接、异常处理)的可追溯性。同时,通过角色权限管理,限制不同用户对数据的访问与修改权限,防止数据篡改或泄露。
三、流程优化:从“经验驱动”到“标准驱动”的转型
传统仓储管理依赖员工经验,流程执行易因人员变动或主观判断出现偏差,导致作业标准不统一、效率波动大。工业平板通过固化作业流程、引导式操作界面及实时反馈机制,推动仓储管理向“标准化、规范化”方向转型。
标准化作业指导:工业平板可加载定制化的仓储管理软件,将入库、存储、拣货、出库等环节的操作步骤以图形化界面呈现,并配备语音提示功能,引导工作人员按标准流程执行任务。例如,在拣货环节,平板会显示最优路径规划,并提示货物存放位置、数量及注意事项,减少操作失误。
实时异常处理:当作业过程中出现异常(如货物缺失、货位错误)时,工业平板可立即弹出预警窗口,并提供处理建议(如联系主管、调整库存记录)。工作人员可通过平板拍摄现场照片或录制视频,作为异常处理的依据,避免口头沟通导致的信息失真。
流程可视化监控:通过工业平板采集的作业数据,仓储管理系统可生成实时看板,展示各环节的作业进度、效率指标及异常情况。管理人员可通过平板或电脑远程监控仓储运营状态,及时调整资源分配或优化流程,实现“透明化管理”。
四、成本节约:从“高耗低效”到“精益运营”的转变
仓储成本包括人力成本、设备损耗、库存持有成本等多个维度。工业平板通过提升效率、减少错误及优化资源利用,帮助企业实现全链条成本节约。
人力成本降低:工业平板的移动化作业与自动化数据采集功能,减少了对固定终端设备及人工记录的依赖,使单人日均处理订单量提升50%以上。同时,标准化作业流程降低了新员工培训周期与出错率,进一步节约人力成本。
库存成本优化:通过实时数据采集与精准库存管理,工业平板可帮助企业减少库存积压与缺货现象。例如,系统可根据历史销售数据及实时库存水平,自动生成补货建议,避免过度采购或断货风险,降低库存持有成本。
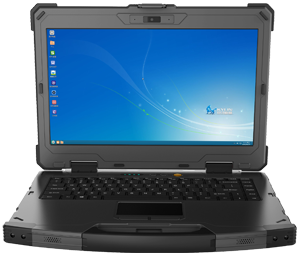
设备损耗减少:工业平板的坚固设计(如防尘、防水、抗摔)可适应仓储环境中的碰撞、跌落等意外情况,延长设备使用寿命,减少因设备损坏导致的维修或更换成本。此外,无线通信技术降低了布线成本,进一步节约基础设施投入。
五、智能化转型:从“被动响应”到“主动预测”的升级
随着物联网(IoT)、大数据与人工智能(AI)技术的发展,仓储管理正从“人工决策”向“智能决策”演进。工业平板作为仓储场景中的“数据入口”与“控制终端”,为智能化转型提供了关键支撑。
数据中台构建:工业平板采集的作业数据(如货物位置、操作时间、设备状态)可上传至云端或边缘计算平台,与ERP、TMS等系统集成,形成仓储数据中台。通过数据分析与挖掘,企业可识别运营瓶颈(如高频拣货路径、低效货位利用率),为流程优化提供依据。
预测性维护:部分工业平板支持设备状态监测功能,可实时采集叉车、输送带等仓储设备的运行参数(如温度、振动、电量),并通过AI算法预测设备故障风险,提前触发维护计划,避免因设备停机导致的作业中断。
智能机器人协同:在自动化仓储场景中,工业平板可与AGV(自动导引车)、AMR(自主移动机器人)等设备协同作业。例如,平板可向机器人发送搬运指令,并实时监控其位置与状态,实现“人-机-物”的高效协同。
工业平板以其移动化、智能化、高可靠性的特性,正在成为仓储管理数字化转型的核心工具。从效率提升、数据精准化到流程优化、成本节约,再到智能化转型,工业平板的价值贯穿仓储运营的全链条。在供应链竞争日益激烈的今天,企业通过部署工业平板,不仅能够解决传统仓储管理中的痛点问题,更能构建“高效、精准、灵活、智能”的仓储体系,为全球化竞争奠定坚实基础。未来,随着5G、AIoT等技术的进一步融合,工业平板将在仓储管理中发挥更大作用,推动物流行业向“无人化、自动化、智能化”方向迈进。


 电子邮件
电子邮件
 联系电话
联系电话
 电子邮件
联系电话
电子邮件
联系电话
电子邮件
联系电话
电子邮件
联系电话
Gutab 专注于成为业内知名的坚固型智能终端解决方案提供商品牌。
我们期待着收到您的任何需求问题、投资咨询、营销合作建议!





